알루미늄 아노다이징 주행로봇 II
* 이미지를 클릭하면 동영상 재상 *
디바이스마트 커스텀서비스 중 판재가공으로 주행로봇 만드는 과정을 앞서 소개를 드렸습니다.
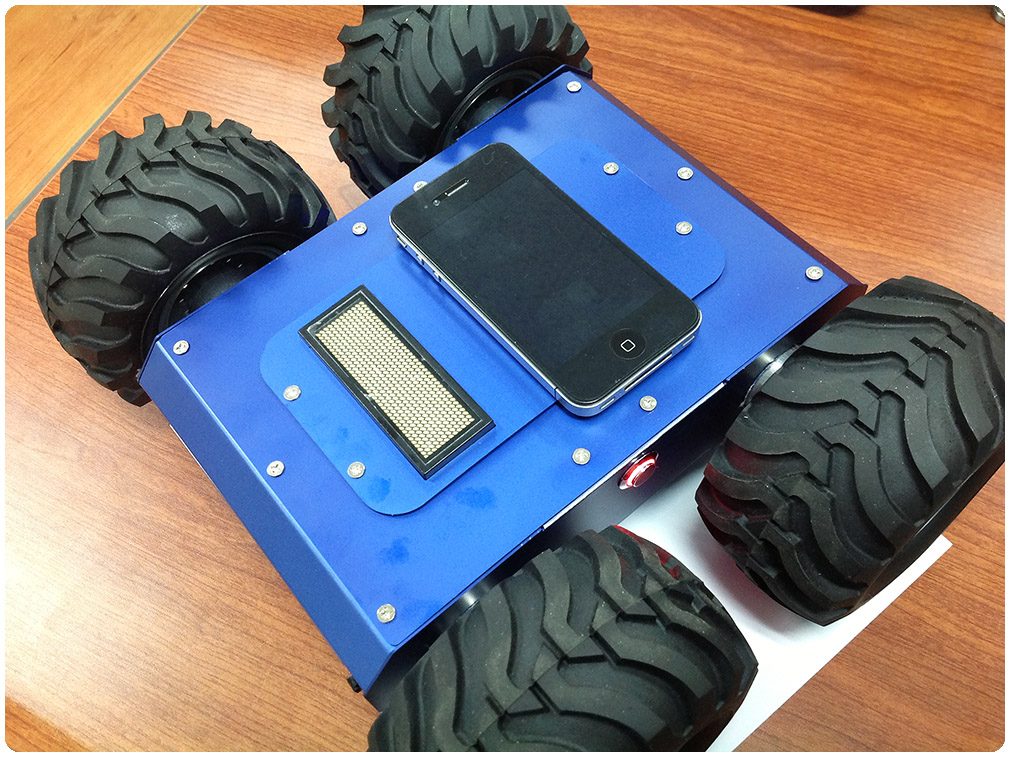
이번에는 알미늄 판재를 가공하여 아노다이징 색상을 도금하여 스틸프레임 보다 가볍고 튼튼하며 깔끔한 프레임을 만들 수 있었습니다. 후가공 으로는 표면처리-샌딩을 추천드립니다.
아노다징의 경우 수량이 적은 도금은 많이 사용되는 색상 외에는 납기가 많이 길어지게 됩니다.
은색/흑색/적색 은 많이 사용되는 색상으로 납기 단축에 효과적입니다.
이번에는 알미늄 판재를 가공하여 아노다이징 색상을 도금하여 스틸프레임 보다 가볍고 튼튼하며 깔끔한 프레임을 만들 수 있었습니다. 후가공 으로는 표면처리-샌딩을 추천드립니다.
아노다징의 경우 수량이 적은 도금은 많이 사용되는 색상 외에는 납기가 많이 길어지게 됩니다.
은색/흑색/적색 은 많이 사용되는 색상으로 납기 단축에 효과적입니다.


스틸의 경우 강도가 좋은편으로 얇은 판의 경우 버링탭을 내어 볼트 조립이 가능합니다,
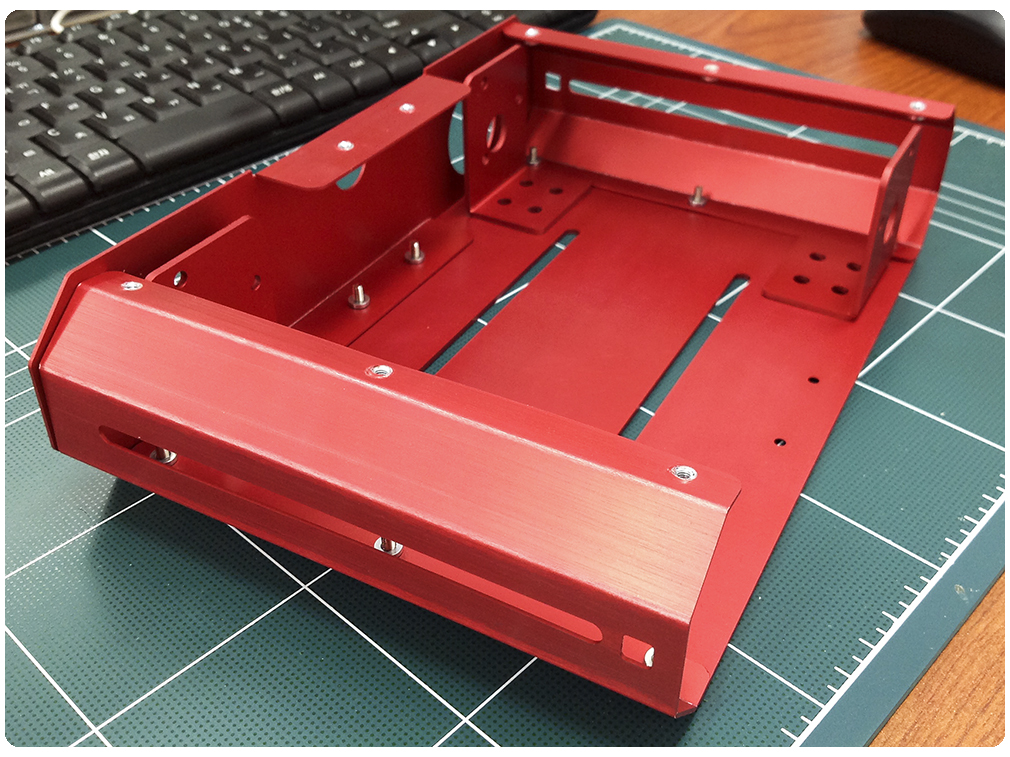
하지만 알미늄은 얇은 판재에 탭처리 하면 탭 부분이 쉽게 손상되어 볼트조립에 좋지 않습니다. 이러한 경우 관통형 인서트 너트를 사용하면 깔끔합니다. 너트의 작업 여부에 따라 절곡 전/후 결정이 되는데요.
너트인서트 금형에 간섭이 없는 경우 절곡>아노다이징>너트작업 을 하게 됩니다. 하지만 금형 간섭이 있을 경우 절곡 하기 전의 판재상태를 아노다이징 후에 너트작업>절곡 을 하게 되는데요. 이는 절곡 부분에 약간의 도금색 손실이 있습니다.
하지만 알미늄은 얇은 판재에 탭처리 하면 탭 부분이 쉽게 손상되어 볼트조립에 좋지 않습니다. 이러한 경우 관통형 인서트 너트를 사용하면 깔끔합니다. 너트의 작업 여부에 따라 절곡 전/후 결정이 되는데요.
너트인서트 금형에 간섭이 없는 경우 절곡>아노다이징>너트작업 을 하게 됩니다. 하지만 금형 간섭이 있을 경우 절곡 하기 전의 판재상태를 아노다이징 후에 너트작업>절곡 을 하게 되는데요. 이는 절곡 부분에 약간의 도금색 손실이 있습니다.
너트는 알미늄과 함께 아노다이징이 불가능 하기 때문에 따로 작업합니다.
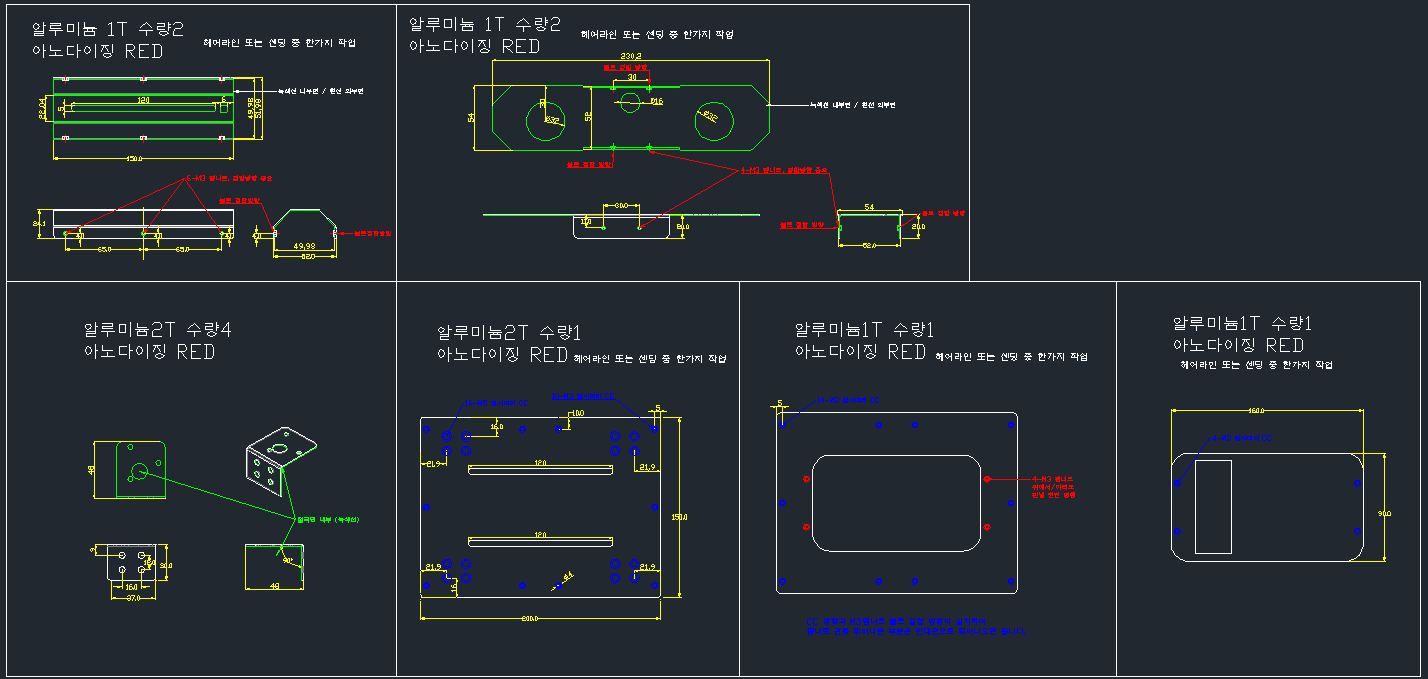

접시머리 볼트 가공은 1.5t 이상의 판재에 추천드립니다. 권장 두께는 2T 입니다. 수작업으로 진행되어 잘못하면 홀 크기가 커지게 되며 조립시 깔끔하게 안될 수 있습니다. 판재 가공에는 홀의 수량과 절곡의 수량, 그리고 홀 탭과 접시머리 가공 수량이 단가에 큰 영향이 있습니다.

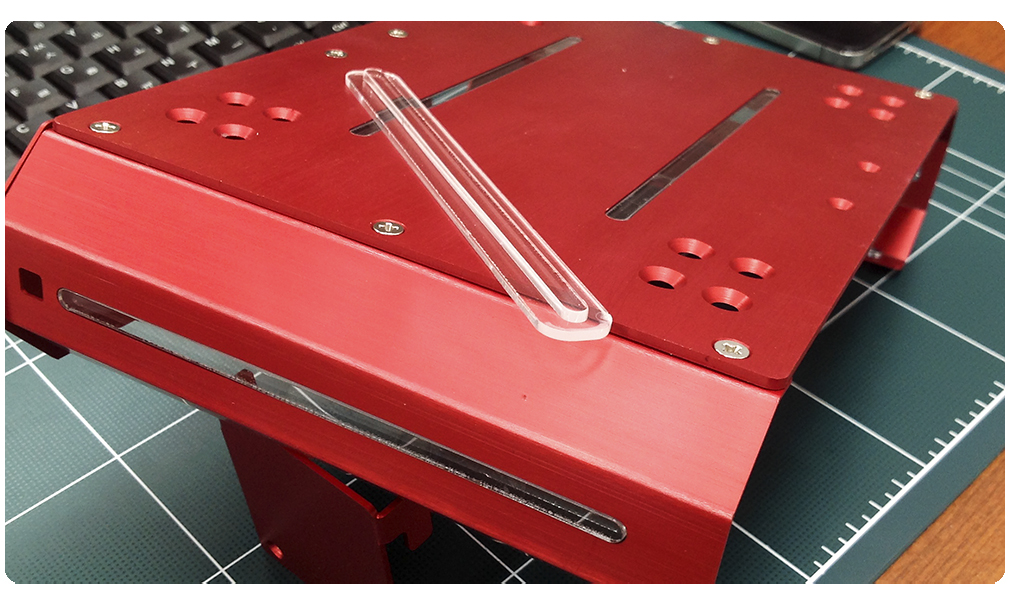
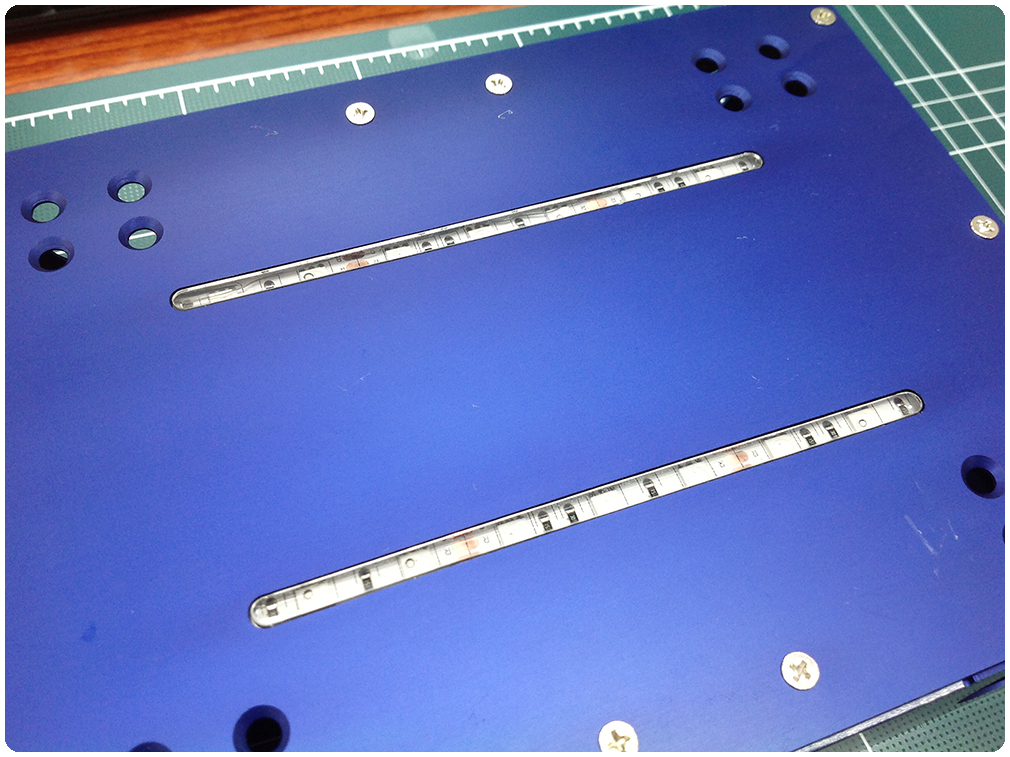
프레임에 LED모듈을 연결하여 외부에서 빛을 볼 수 있도로 아크릴판재를 사용했습니다. 지지판과 발광부를 아크릴접착제를 사용하여 붙여 사용하면 손쉽게 만들 수 있습니다.
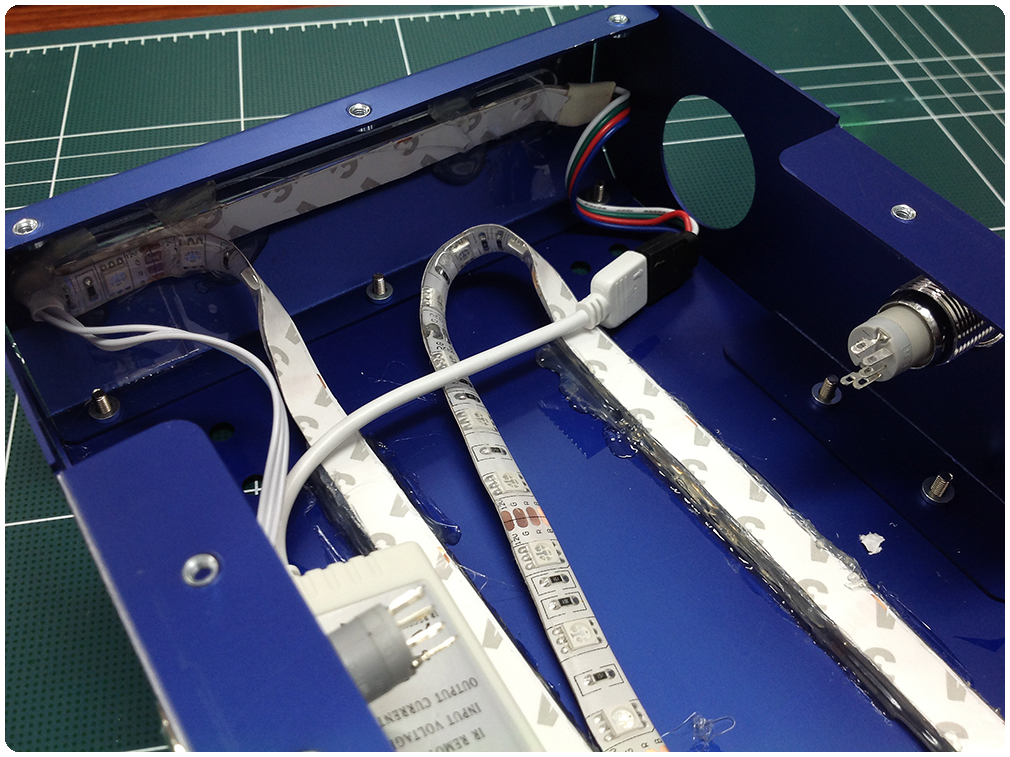
양쪽 스위치를 연결하여, LED 모듈과 모터 드라이버 전원을 연결합니다.
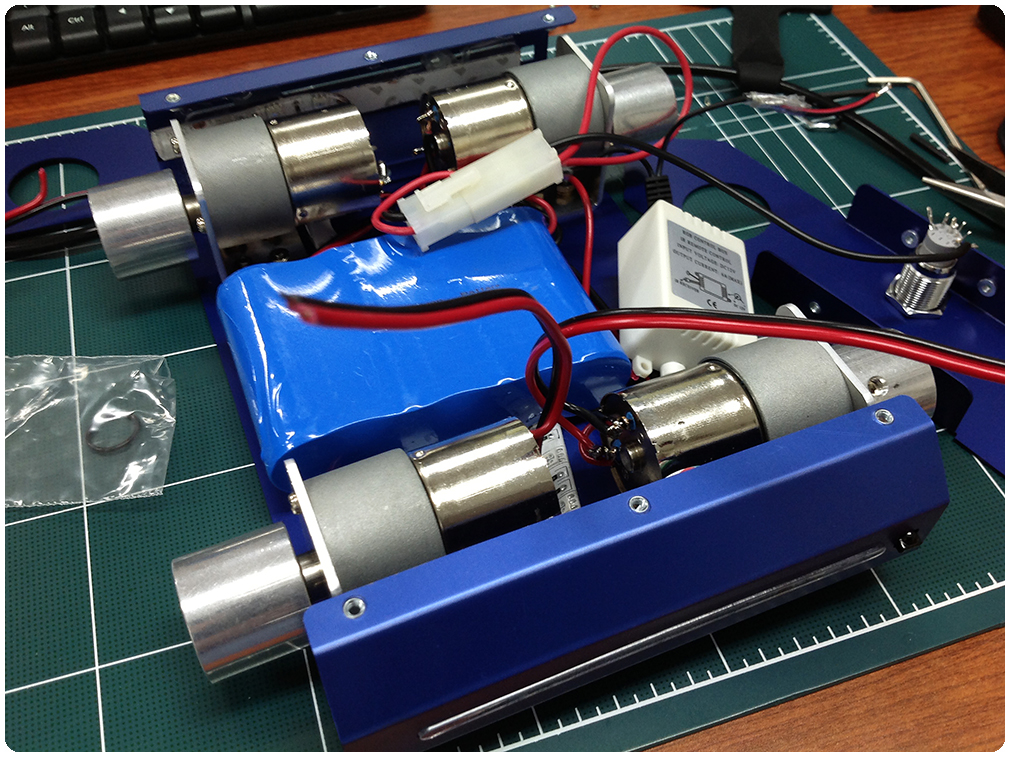
배터리는 리튬인산철 배터리를 사용하였습니다. 탈 부착이 쉽도록 커넥터 연결은 필수! 작은 부피로 12V 이상 출력이 좋아 주행로봇 등 에 추천드립니다. 많은 출력이 필요하시면 병렬 연결하여 사용하시면 됩니다. 충전은 인산철 전용 충전기를 추천드립니다.
다음 버전으로는 외부에서 배터리를 탈/부착이 가능하도록 만들어야 겠다는 생각이 듭니다. 소형으로 만들다 보니 배터리 교체를 하기 위해서는 윗 커버를 모두 열어야 가능합니다. 충전을 위해서라면 작은 커버만 오픈하면 됩니다.
LED 모듈의 외부 신호를 받는 수신부를 주행로봇 앞쪽에 고정하여 모듈 리모콘 컨트롤러 조작이 가능합니다.
배터리는 리튬인산철 배터리를 사용하였습니다. 탈 부착이 쉽도록 커넥터 연결은 필수! 작은 부피로 12V 이상 출력이 좋아 주행로봇 등 에 추천드립니다. 많은 출력이 필요하시면 병렬 연결하여 사용하시면 됩니다. 충전은 인산철 전용 충전기를 추천드립니다.
다음 버전으로는 외부에서 배터리를 탈/부착이 가능하도록 만들어야 겠다는 생각이 듭니다. 소형으로 만들다 보니 배터리 교체를 하기 위해서는 윗 커버를 모두 열어야 가능합니다. 충전을 위해서라면 작은 커버만 오픈하면 됩니다.
LED 모듈의 외부 신호를 받는 수신부를 주행로봇 앞쪽에 고정하여 모듈 리모콘 컨트롤러 조작이 가능합니다.